eNPure...Your Source for the HydroFLOW™ Water Conditioner
A Treatment Program for Boiler Applications
Protect your boiler or hot water system from the harmful effects of limescale and, corrosion with HydroFLOW™ and the eNPure performance guarantee to eliminate thousands of dollars in annual operating costs.
HydroFLOW™ provides a unique solution to the common problems associated with boiler or hot water operations in an eco-friendly, cost saving package. Easily installed, it protects the boiler against limescale, and corrosion, with minimal or no chemical treatment.
Based on over twenty years of experience, the HydroFLOWTM technology works with all boilers. Make-up water to the boiler contains dissolved minerals in the form of ions, such as calcium carbonate, which become concentrated as water is evaporated. When temperature increases, pressure drops, or minerals over-concentrate, the water becomes supersaturated, causing the dissolved ions to precipitate out of solution and adhere to piping and equipment surfaces in the form of scale. Over time, the accumulated scale, blocks the heat transfer tubes causing unwanted insulation, reduced heat transfer efficiency, restricted water flow, and higher energy consumption.
To inhibit scale, the boiler operator may employ one or several strategies:
- Implement an expensive and aggressive treatment program, often with inconsistent success or at additional cost.
- Reduce cycles of concentration by increasing blowdown, resulting in greater water and chemical consumption.
- Soften or demineralize the make-up water, incurring additional capital or operating expenses.
HydroFLOW™ allows the operator to maximize the efficiency of boiler operations by inhibiting the precipitation of scale.
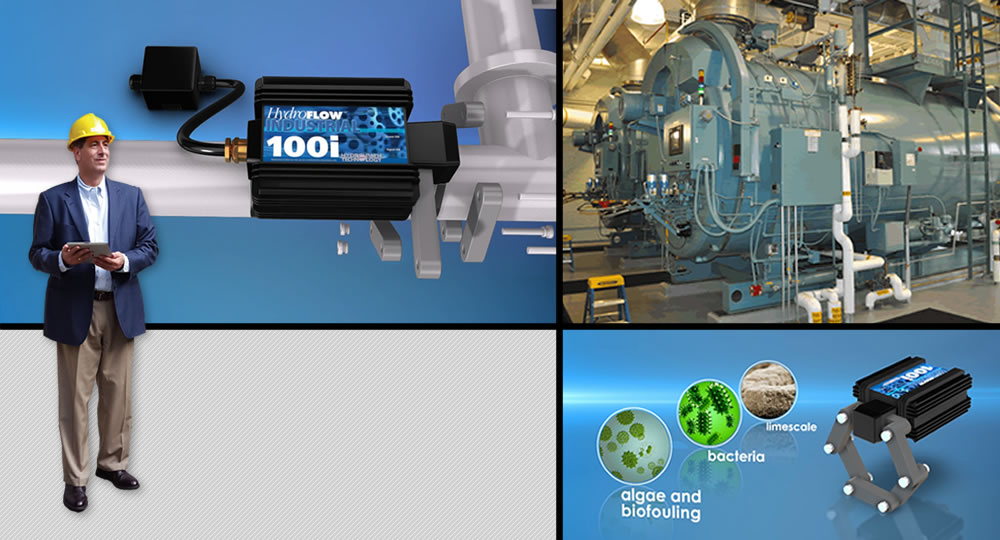
The HydroFLOW™ Water Conditioner: an easily installed, eco-friendly device that inhibits the formation of scale without costly treatment programs.
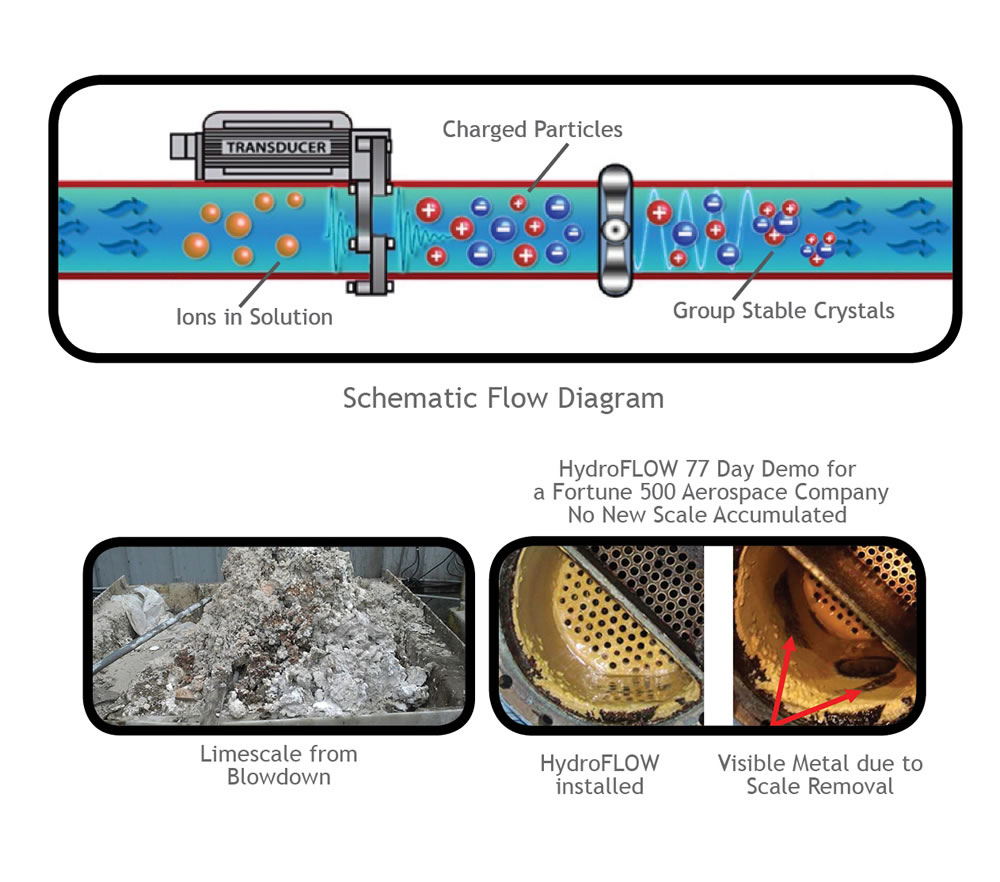
Installed on the exterior of any piping system or pipe material, the HydroFLOW™ device employs a ferrite ring to apply an oscillating 150 kHz frequency that penetrates the pipe wall and travels both upstream and downstream from the point of installation. The water within the piping system, acts as a conduit to propagate the signal throughout the system, conditioning the water, whether it is moving or stationary. Testing has proven that the HydroFLOW signal is more efficient and effective than similar water conditioning technologies.
The HydroFLOW™ signal induces the dissolved minerals to cluster and precipitate as stable crystals that remain in suspension and do not adhere to piping and equipment surfaces. Likewise, the signal disrupts the growth of bacteria and algae, causing them to perish; biofilm colonies detach from pipe and equipment surfaces. Independent studies have confirmed that the HydroFLOW™ signal, with no or minimal use of biocides, inhibits the growth of bacteria and algae in circulating systems by up to 99.7%.
The suspended particles, either mineral or biological, are filtered or flushed out with the process blowdown.
Benefits
- Asset protection: For boilers that operate with softened water, HydroFLOW technology reduces carbon dioxide (CO₂) carryover into the condensate return system, reducing the risk of corrosion to carbon steel equipment, such as condensers, heat exchangers, and pipelines, and protecting expensive equipment from premature failure and unexpected outages. Future capital expenditures are often deferred, improving return on investment and conserving capital.
- Elimination of scale without chemicals: The oscillating 150 kHz signal induces dissolved minerals to cluster and precipitate in solution, instead of on to equipment surfaces.
- Reduced water consumption: The HydroFLOW™ technology controls scale allowing higher cycles of concentration for boilers. Higher cycles results in lower blowdown and less make-up, conserving water and dollars.
- Increased energy efficiency: Eliminates insulating scale adhering to heat transfer surfaces. Energy savings ranging from 5% - 10% are achievable.
- Improved corrosion protection: For boilers that operate with softened water, HydroFLOW™ technology reduces carbon dioxide (CO₂) carryover into condensate return piping, reducing the need and expense of neutralizing and filming amines to protect equipment from carbonic acid corrosion.
- Remineralization / softening of existing scale: Heavily scaled systems are more easily cleaned after the installation of HydroFLOW™, resulting in reduced maintenance costs for de-scaling heat exchanger tubes, and boiler internal surfaces. HydroFLOW™ technology remineralizes and softens existing scale, causing it to detach and discharge with the process blowdown. HydroFLOW™ eliminates the need to shut down the boiler or utilize aggressive acids and abrasive cleaners to remove scale.
Case Studies:
![]() Inside Boiler, 600 and 700 HP, Pace International.pdf
Inside Boiler, 600 and 700 HP, Pace International.pdf
![]() Use of HydroFLOW™ technology with Boilers.pdf
Use of HydroFLOW™ technology with Boilers.pdf
CLICK HERE to request our HydroFLOW™ Technology Report (193 pages) or additional information.